برای براده برداری از قطع كار در فرز كاری از تیغه چند لبه استفاده می شود كه آن را تیغه فرز می نامند. لبه های برنده تیغه فرز فرم گوه ای دارند(مانند رنده تراشكاری) كه در روی محیط دایره ای قرار گرفته اند.
در فرزكاری هر یك از لبه های تیغه فرز در حین گردش دورانی خود مدت كوتاهی براده گیری می كنند و تا نوبت بعدی بدون براده برداری آزاد گردش كرده خنك می شوند ؛از این رو تیغه فرزها مانند رنده تراشكاری در اثر برش تحت فشار دائم قرار نمی گیرند ،و براده برداری با آنها سریعتر انجام می شود.
|
تیغه فرزها از مواد مختلفی ساخته می شوند كه چند نمونه از آنها را ذكر می كنیم.
تیغه هایی كه از فولاد افزار سازی ساخته می شوند دارای قدرت براده برداری كم هستند و بدین سبب در مصارف محدود از آنها استفاده می شود. این فولادها مقدار 1 تا 1.2 % كربن دارند و با توجه به پیشرفت های فنی كنونی استفاده از این تیغه ها مفیدو مقرون به صرفه نیست و تا دمای 300 درجه سانتیگراد می تواند مقاومت كند.
تیغه فرزهایی كه از فولاد تندبر ساخته می شوند،متداولترین نوع تیغه ها هستند كه در صنعت به منظور صرفه جویی در هزینه از آن استفاده می شود. در جنس این فولادها علاوه بر آهن و كربن عناصری نظیر: وانادیم،مولیبدون،ولفرام و كروم به میزان زیاد آلیاژ شده ،ازاین رو قدرت تحمل و برش زیاد را دارد و تا 600 درجه سانتیگراد قدرت خود را حفظ می كند و آن را با علامت SS نشان می دهند. نوع دیگر فولاد آلیاژی كه آب آلیاژ فولاد و كربن و ولفرام و كبالت به نام فولادHSS است و تا حدود 900 درجه سانتیگراد قدرت تحمل و برش دارد.
این تیغه ها از موادی ساخته می شوند كه فاقد آهن هستندو آن را به طریق مثال سرامیك از كاربیدهای پودر شده تنگستن و تیتانیوم می سازند. كاربیدها مخلوطی هستند از كربن با فلزات دیر گداز و بهترین شرایط برش را دارا می باشند و قابلیت برش خود را تا حدود 900 درجه اسنتیگراد حفظ می كنند.
این تیغه ها احتیاجی به عملیات سخت كردن ندارند و از استحكام طبیعی برخوردار هستند.
چون كاربیدهای سمانته گران هستند از این رو فقط لبه های برنده تیغه ها از این جنس انتخاب می شود كه به وسیله لحیم كاری یا پیچ بر روی بدنه تیغه قرار می دهند.
كاربیدها انواع و اقسام گوناگون دارند كه با حروف F1,G1,H1,S2, S1 , نشان می دهند.
D,K,R
سرامیكها مواد جدیدی هستند و محاسن زیادی دارند و از جمله می توان از مواد ارزان قیمت استفاده كرد مانند اكسید آلومینیوم (Al2O3 ) كه در نظر است جایگزین كاربیدها شود.
|
|
زوایای تیغه فرزها
|
 |
لبه برنده این تیغه فرزها مانند رنده های تراشكاری دارای زوایا آزاد-براده و گوه است كه در شكل زیر نشان داده شد كه به تعریف آنها می پردازیم.

زوایای تیغه فرز
قبل از تعریف این زوایا لازم است سطوح فرز كاری را تعریف كنیم تا از اصطلاحات به كار برده شده در تعاریف زوایا آگاه باشیم.
به دو دسته تقسیم می شوند:
در شكل زیر سطوح فرز كاری را می بینید.

سطوح فرز كاری
|
-سطح براده: سطح براده به سطحی از تیغه فرز گفته می شود كه در هنگام فرزكاری براده های برداشته از روی قطعه كار بر روی آن قرار می گیرد(شكل 2)
-سطح آزاد: سطح آزاد به سطحی از تیغه فرز گفته می شود كه مقابل سطح برش قرار می گیرد و ممكن است به نام سطح فاز تیغه فرز نیز نامیده شود(شكل 2 ).
|
سطح كار به سطحی گویند كه از روی آن براده برداری می شود (شكل 2) .
سطح برش به سطحی از قطعه كار گفته می شود كه مستقیما زیر لبه برنده تیغه فرز قرار می گیرد و براده برداشته می شود(شكل2).
سطح كاری كه پس از براده برداری در روی قطعه كار ظاهر می شود"سطح كار شده" نامیده می شود.
زاویه بین سطح براده و سطح آزاد را "زاویه گوه تیغه فرز" می نامند و با β نشان می دهند و مقدار آن بسته به جنس قطعات فرق می كند.(شكل 2)
در اجسام سخت مقدار آن بیشتر و در اجسام نرم مقدار آن كمتر است و مقدار تقریبی آن مانند زوایای رنده های تراشكاری است و در حدود 56 تا 81 درجه است.در جدول 1 زوایای تیغه فرزهای از جنس فولاد تندبر نشان داده شده است.
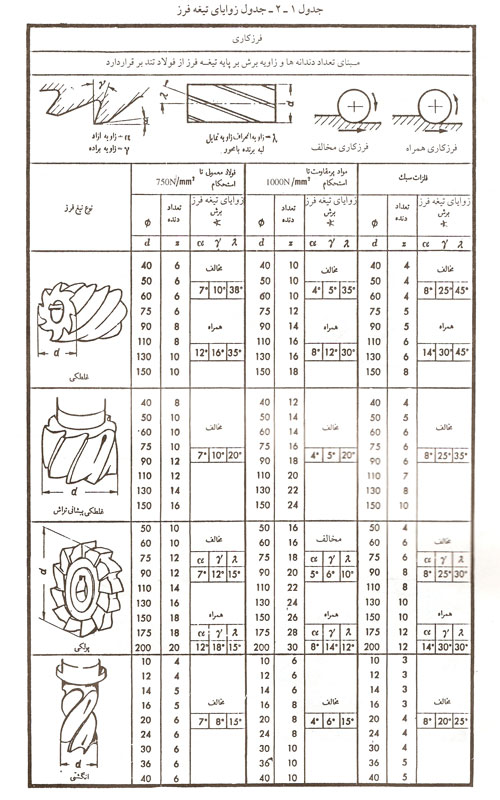
زاویه بین سطح آزاد تیغه و صفحه مماس بر سطح برش را "زاویه آزاد تیغه" می نامند و با علامت α نشان می دهند .مقدار آن تقریبا بین 4 تا ˚14 است (شكل2)
زاویه بین سطح براده و سطح قائم برسطح برش به نام" زاویه براده" می نامند و با علامت γ نشان می ددهند (شكل2) و مقدار تقریبی آن بین 5 تا ˚30 است.
مجموع زوایا ی آزاد α و گوه β را به نام "زاویه برش" می نامند و با علامت δ نشان می دهند.(شكل 2).
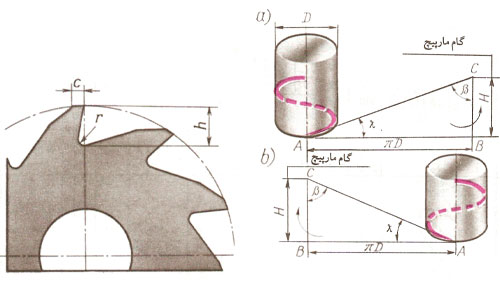
تیغه فرز ممكن است دارا لبه های برنده مستقیم (موازی محور فرز) و یا لبه برنده مارپیچ باشند مقدار این زاویه به گام مارپیچ لبه برنده تیغه بستگی دارد .برای براده برداری اجسام سخت مقدار این زاویه كم و در حدود 10 تا ˚35 است و در اجسام نرم مقدار این زاویه بیشتر و بین 25 تا ˚45 است
(شكل 2-1a )
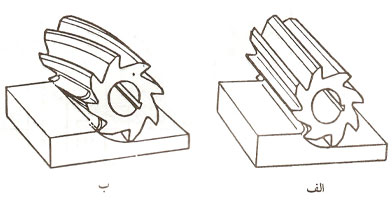
لبه های برنده مستقیم(موازی محور فلز) با تمام طول لبه خود براده برمی دارند و به آن سبب كار فرز ضربه ای است و قدرت برش كم است.
لبه های برنده مارپیچ كه آرامتر كار می كنند و هنگامی كه یك دنده از كار خارج می شود دنده دیگری مشغول براده گیری شده است براده ها هم به پهلو ریخته می شوند.